固一話:0510-83076068 賀部長
固二話:0510-83076658 孫經理
固三話:0510-83079997 李經理
固四話:0510-83079993 賀經理
固五話:0510-83079994 高經理
傳真:0510-83079997
手機:189 0152 2222(總經理)
手機:133 3878 6068賀部長( 廠長)
手機:133 8220 6068孫經理(開單處)
手機:133 7366 1878高經理(倉庫)
上網洽談工具:QQ 473334606
郵箱:473334606@qq.com
地址:無錫市-惠山區-錢橋鎮-(西章工業園-惠澄大道77號)百利源鋼管廠
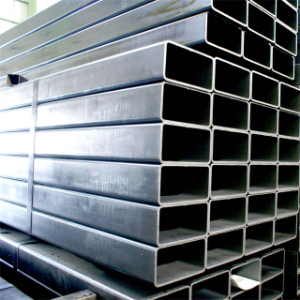
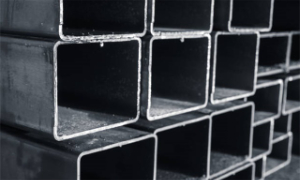
無縫矩形管折彎需綜合考慮材料特性、工藝方法、設備選擇及質量控制等因素,以下為具體分析:
一、材料特性對折彎的影響
材料力學性能:Q235B等碳鋼材質的屈服強度和延伸率直接影響折彎效果。高強鋼材料(如Q355D)因塑性窗口小,折彎時易出現底板增厚不均或起皺現象,需通過優化模具防皺塊或調節芯棒間隙改善。
壁厚與尺寸:大口徑厚壁管(如600×600×25mm)因抗彎強度高,折彎時需采用更大噸位設備,且需重點控制橫截面畸變(頂板凹陷、側壁外凸)。

二、折彎工藝方法
冷彎工藝
繞彎成形:利用數控彎管裝置,通過彎曲模、夾模、壓模等部件協同作用,實現精確成形。需注意模具參數(如彎曲模半徑)與管材的匹配性,避免壁厚減薄或破裂。
滾彎成形:通過多輥輪協同作用實現連續彎曲,適用于大曲率半徑的折彎需求。需控制輥輪壓力和轉速,確保管材均勻變形。
熱彎工藝:對大口徑厚壁管或高強鋼材料,可采用火焰加熱軟化后折彎,但需嚴格控溫以避免材料性能劣化,并需后續熱處理消除殘余應力。
三、設備與模具選擇
彎管機類型
液壓彎管機:適用于中小規格管材,通過液壓系統提供穩定壓力,可實現多角度折彎。
數控彎管機:配備伺服電機和控制系統,可精確控制彎曲角度和半徑,適用于高精度需求。
滾彎機:通過多輥輪協同作用實現連續彎曲,適用于大曲率半徑的折彎需求。
模具設計
彎曲模:需根據管材規格和彎曲半徑定制,確保與管材表面良好貼合。
芯棒:用于支撐管材內壁,防止折彎時截面畸變。需根據管材壁厚和彎曲半徑選擇合適的芯棒直徑和材質。
防皺塊:通過限制材料流動減少起皺,需根據材料特性和折彎角度調整位置和壓力。
四、質量控制要點
缺陷預防
壁厚減薄破裂:通過限制切向拉應力(如減小彎曲半徑、增加芯棒支撐)避免破裂。
橫截面畸變:采用支撐芯棒緩解畸變,對高精度需求需優化模具設計。
卸載回彈:通過過彎補償或模具預補償減少回彈量。
檢測與修正
尺寸檢測:使用三坐標測量儀或激光掃描儀檢測彎曲角度、半徑和直線度。
表面質量檢查:目視或借助放大鏡檢查裂紋、褶皺等缺陷。
力學性能測試:對關鍵部件進行拉伸、彎曲試驗,確保材料性能符合要求。
上一條: Q235B矩形管重量計算公式
下一條: 無錫大口徑矩形管彎曲怎么辦